Im September hat sich die Kovis-Giesserei bei der 57. Internationalen Giessereikonferenz in Portorož vorgestellt. Das Unternehmen hat eine eine Präsentation mit dem Titel “Wie beseitigt man Gasdefekte in Graugusst” vorbereitet. Mehr über den Vortrag in einer kurzen Zusammenfassung.
Auszug:
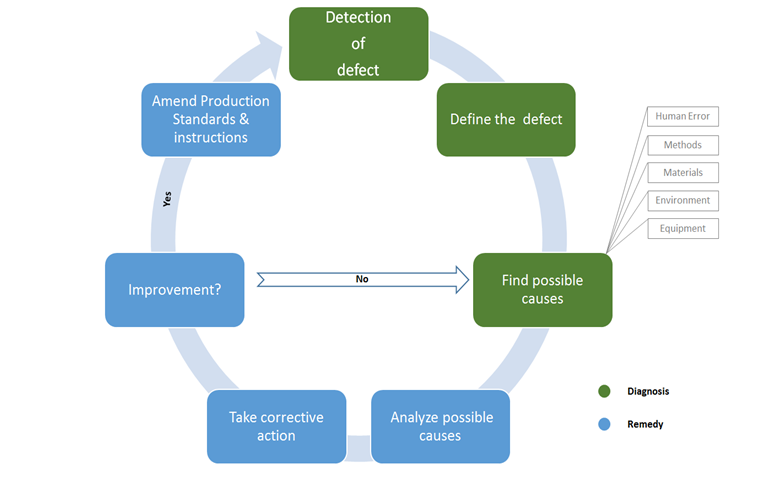
Ein Graugussgasdefekt muss korrekt definiert werden, um eine korrekte Untersuchung zu ermöglichen. Die wichtigsten Phasen bei der Untersuchung sind zuerst die Erkennung des Defekts, gefolgt von der Definition und schließlich der Ermittlung der möglichen Ursache des Defekts. Basierend auf einer präzisen, schnellen Diagnose können wir eine solide Grundlage schaffen, um alle relevanten Faktoren und Parameter zu analysieren und zu überprüfen, damit wir die entsprechenden Korrekturmaßnahmen ergreifen können. Wird ein Casting-Test durchgeführt, bestätigt dieser, ob die von uns durchgeführte Aktion die richtige ist. Es ist nicht notwendig, dass die ausgewählte Aktion den Fehler beseitigt, aber es ist wichtig, eine spürbare Verbesserung zu sehen. (Pinholes) ist ein Kugelform-Hohlraum (manchmal länglich oder birnenförmig) Die innere Oberfläche ist in den meisten Fällen glatt und glänzend. Die Hohlräume sind klein (1-2 mm), getrennt in Form und hinterlassen eine Spur, die immer senkrecht zur Oberfläche ausgerichtet ist. (Fissuren) Die länglichen Hohlräume sind in der Regel unregelmäßig abgerundet,mit einem Schwanz ähnlich einem Komma ((,)). Die innere Hohlraumoberfläche ist normalerweise dunkel und mit einem glänzenden Graphitfilm belegt, der Schlacke oder Mangansulfideinschluß oder eine Kombination von diesen enthält. Die Dendriten dringen in den Hohlraum ein. Er ist größer (2-9mm) und dehnt sich einige Millimeter senkrecht in das Gussstück und entlang der Oberfläche aus. Beide können an der Oberfläche oder nach der Bearbeitungstoleranz sichtbar sein. Neigt dazu, in schweren Gussteilen aufzutreten, wo die erste Verhärtung stattfand. Mehrere Maßnahmen wurden ergriffen, um den prozentualen Anteil von lokalem Schrott aufgrund von Gasdefekten zu reduzieren:
(a) Mangangehalt reduzieren, wenn wir den Schwefelgehalt auf einem minimalen Niveau haben, weil die Menge an Mangan, die erforderlich ist, um Schwefel zu neutralisieren, (1,7 × S Gew .-%) beträgt. In diesem Fall könnten wir zusätzliches Mangan in der Schmelze haben, was das Risiko von Defekten erhöhen kann:
(b) Vermeiden Sie hohe Aluminium-wt%, da dies die H-bedingten Defekte erhöht.
(c) Arbeiten an Elementen, die sich positiv auf die Graphitkeimbildung und die Bindung von Stickstoff auswirken, wie Sr, Ba & Zr.
(d) Füllssystems und Gießzeit verbessern, was uns hilft, zu hohe Gießtemperaturen zu reduzieren.
(e) Verbesserung der Entlüftungstechnologie durch Simulation und Erstellung von Abdrücken auf der Form.
(f) Reduzieren Sie den Temperaturunterschied zwischen Form und Kernsand.
(g) Reduzierung der Verwendung rostiger Rohstoffe zur Versorgung des Kuppelofens.
(h) Verwenden Sie eine saubere Inokulationsart mit einem minimalen Ca-Gehalt wt% da letzteres mit Sauerstoff reagiert und einen CaO-wasserdichten Film erzeugt.
Die richtige Vorgehensweise hilft uns, die Komplexität der Gusseisenproduktion zu verstehen und bessere Lösungen zu finden, um das Risiko gasbedingter Defekte zu reduzieren.